
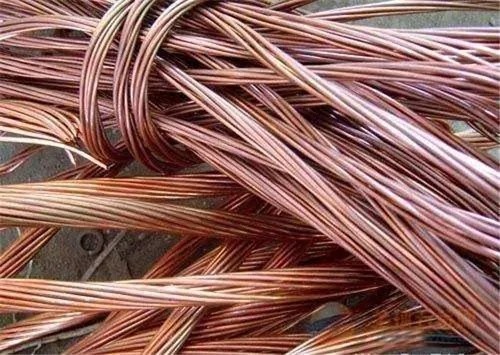
废电线、电缆的预处置
废电线、电缆的预处置意图首要使铜线和绝缘层别离,办法首要有四种:
1.机械别离法,该法又可分为两种。
(1)滚筒式剥皮机加工法。该法合适处置直径一样的废电线和电缆。我国已有这种设备。英国沃尔费汉普顿厂就是选用此种设备进行废电线、电缆剥皮,作用很好。
废电线、电缆首要剪切成长度不超越300毫米的线段,然后人工送入特制的转鼓切碎机,在转鼓切碎机内,电线和电缆被破碎脱皮,碎屑从转鼓刀片底部直径5毫米的筛孔漏出,转鼓转速3000转/分,转鼓直径30英寸,转鼓刀片与底部筛板面的空隙为1.5毫米,转鼓切碎机处置才能为1吨/时,电机功率30千瓦。从筛孔漏出的碎屑用皮带送到料仓,再颠末振荡给料机将碎屑送到摇床上进行选别,结尾得到铜屑、混合物和塑料纤维,铜屑可直接作为炼铜的质料,也可用作出产硫酸铜的质料,混合物返反转鼓切碎机处置,塑料纤维可作为产物出售。每吨废电线电缆可出产450—550公斤铜屑,450—550公斤塑料。一周可处置60吨料,产铜屑30吨,塑料30吨。每处置30吨废电缆电线,替换一次刀片。刀片用高速东西钢制造。
铁类杂质对于废铝的冶炼是十分有害的,铁质过多时会在铝中形成脆性的金属结晶体,从而降低其机械性能,并减弱其抗蚀能力。含铁量一般应控制在1.2%以 下。对于含铁量在1.5%以上的废铝,可用于钢铁工业的脱氧剂,商业铝合金很少使用含铁量高的废铝熔炼。铝工业中还没有很成功的方法能令人满意地除 去废铝中过量铁,尤其是以不锈钢形式存在的铁。
废旧挤压型材、铝板边角料、机械加工铝屑等粉碎造粒成粉
废旧铝门窗、建筑与结构 6063合金挤压型材、加工制作中边角料头、截断中锯屑等均可采用机械方法冷加工成粉。
由于废挤压型材规格、长短、薄厚不等,要想获得颗粒均匀的成品粉,事先要将清理干净的废型材,如方管、槽铝的头部砸扁,放入压扁机压成板片,宽型材或宽废铝板,要由分剪机剪切成40~60毫米宽后放入自动剪切机,剪切成4×4毫米或6×6毫米统一规格的毛料,投入铝粉专用粉碎机下料口自动给料机,给料速度均匀可调,经造粒成品粉直径2~6毫米,每小时可加工35~45千克,粉碎机装机容量15千瓦。
由型材加工成粒?粉的工艺流程:型材分类→清洗干净→型材头砸扁→压成平板→分条→分切小块→筛分→成品包装。前三道工序由人工处理每天每人可处理1~2吨。压板、分条机装机容量2.2千瓦,每小时可加工200~300千克。自动分切机装机容量5.5千瓦,每小时可分切60~80千克。
由于不锈钢已具备建筑材料所要求的许多理想性能,它在金属中可以说是的,而其发展仍在继续。为使不锈钢在传统的应用中性能更好,一直在改进现有的类型,而且,为了满足高级建筑应用的严格要求,正在开发新的不锈钢。由于生产效率不断提高,质量不断改进,不锈钢已成为建筑师们选择的有成本效益的材料之一。不锈钢集性能、外观和使用特性于一身,所以不锈钢仍将是世界上的建筑材料之一。因此,废不锈的市场前景也同不锈钢一样。