

压铸模具是铸造金属零部件的一种工具, 一种在专用的压铸模锻机上完成压铸工艺的工具。压铸的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到显著的提高。
渗碳工艺应用于冷、热作和塑料模具表面强化中,都能提高模具寿命。如3Cr2W8V钢制的压铸模具,先渗碳、再经1140~1150℃淬火,550℃回火两次,表面硬度可达HRC56~61,使压铸有色金属及其合金的模具寿命提高1.8~3.0倍。进行渗碳处理时,主要的工艺方法有固体粉末渗碳、气体渗碳、以及真空渗碳、离子渗碳和在渗碳气氛中加入氮元素形成的碳氮共渗等。其中,真空渗碳和离子渗碳则是近20年来发展起来的技术,该技术具有渗速快、渗层均匀、碳浓度梯度平缓以及工件变形小等特点,将会在模具表面尤其是精密模具表面处理中发挥越来越重要的作用。
在国际压铸模具市场竞争日趋激烈的情境下,日本压铸模具业也在努力降低生产成本。在市场规模上,不论产值或国内需求以日本衰退为明显。日本模具厂商在技术上较重视抛光与研磨加工制程,德国模具厂商则由提高机械加工与放电加工的精度与效率着手,以降低手工加工的时间。日本压铸模具业正逐渐将技术含量不高的模具转向人力成本低的地区生产,只在本国生产技术含量较高的产品,日本这种加快向国外转移的趋势,这使日本本国压铸模具使用量减少。
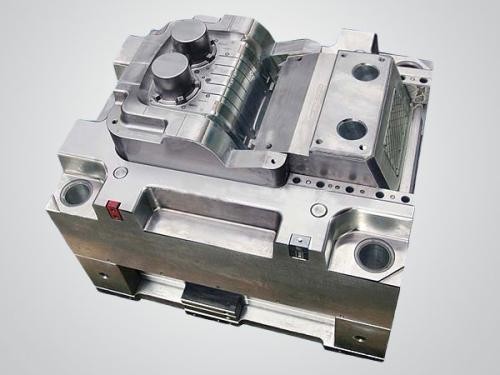
压铸模结构组成
定模:固定在压铸机定模安装板上,有直浇道与喷嘴或压室联接;
动模:固定在压铸机动模安装板上,并随动模安装板作开合模移动合模时,闭合构成型腔与浇铸系统,液体金属在高压下充满型腔;开模时,动模与定模分开,借助于设在动模上的推出机构将铸件推出。